
Nützliche Links
Auf den Schultern von Riesen sieht man meilenweit ...
Was in der Messerspitze beim Schleifen passiert, wie die Geometrie das vorzeitige Stumpfwerden der Klinge verhindern kann, ist sehr ausfühlich und beeinduckend der scienceofsharpness Site https://scienceofsharp.wordpress.com/ zu entnehmen.
Vadim Kraichuk von knifeGrinders www.knifeGrinders.com.au hat sich sehr ausführlich mit dem Problem des deburring - entgraten - beschäftigt.
Bei spanender Bearbeitung ist es unvermeidlich, dass ein Grat, sei er nun positiv wie bei eher duktilen Stählen oder negtiv wie bei eher spröden entsteht. Die Entfernung dieses Grates entscheidet im Wesentlichen über die Funktionsfähigkeit und Haltbarkeit der Klinge.
Durch Ausformen einer microkonvexen Spitze, deren Spitzenbreite 50 bis 200 Nanometer, Flankenwinkel und Flankenausbildung entscheidet sich die Haltbarkeit und Einsatzfähigkeit der Klinge.
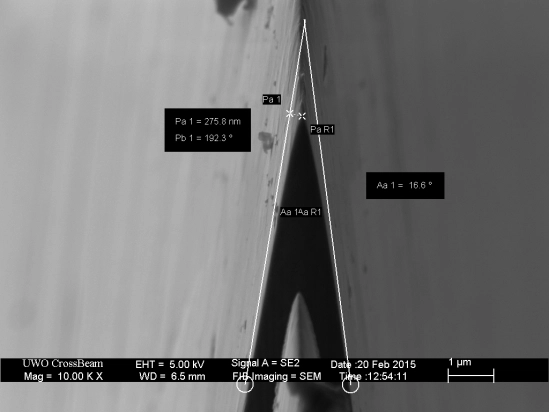
**** 10.000-fache Vergrößerung einer sauber abgezogenen Klinge.
Die weißen Linien markieren das Dreieck des Fasenschliffes, die mikrokonvex-Form ist gut zu erkennen. Das Material dazwischen wurde durch feinstes Stroppen und Honen entfernt. Dadurch wird die Schneidkante stabil.
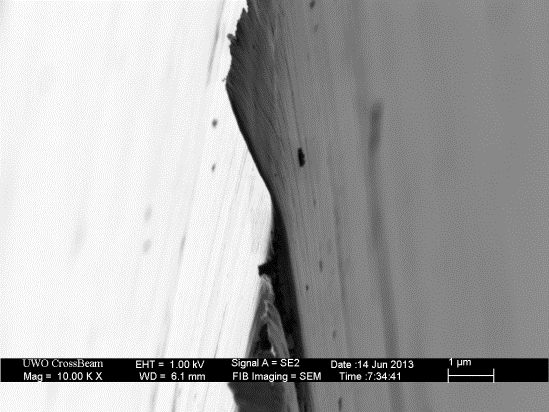
**** 10.000-fache Vergrößerung einer Klinge mit sog. foil bur.
Diese Klinge ist nur scheinbar scharf, bei Benutzung springt der durch mechanische Verdichtung spröde gewordene Stahl weg, reißt Teile der Stahlmatrix mit, dadurch wird der Schneidspitzenradius von ursprünglich 0,05 bis 0,1 Mikrometer - µ (50 bis 100 Nanometer - nm) auf 0,5 Mikrometer erweitert und damit stumpf. Ab einem Radius von 500 nm des Spitze spricht man von einem "stumpfen" Messer
Die spezielle Herausforderung besteht darin, die zwangsläufig entstanden Grate komplett zu entfernen ohne die Klingenspitze abzurunden und somit die Schnittfähigeit zu vermindern. Dieses erfordert abhängig von Stahlarten, deren Karbiden und Vergütungen differenzierte abrasive und adhesive Schleifroutinen.
Hilfreich sind die diversen You Tube Videos schleifjunkies videos vom Hanns Plag, er demonstriert recht anschaulich was mit der Tormek oder der ERMAK so alles möglich ist und hat auch einen formidablen Shop https://schleifjunkies.de/shop/ mit nützlichen Dingen.
Die Qualität hat mich noch nie enttäuscht, sehr seriös und preiswert.